 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





beskrywing
einde mill werktoestand berekeningsmetode
|
● snitspoed (lineêre snelheid) berekening vc die afstand wat 'n punt op die omtrek van die eindfabriekblad per minuut beweeg, kan met behulp van die volgende formule bereken word: |
|

|
v = snysnelheid (m/min) π=3.14 d = deursnee (mm) n = roterende snelheid (mm-rug) |
|
● draaisnelheid berekening van rotasiespoed die aantal omwentelinge per minuut van die meganiese spil wat die eindfabriek bevat, kan met behulp van die volgende formule bereken word: |
|
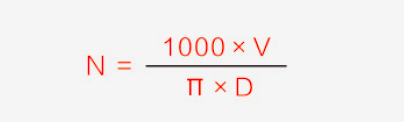 |
n = roterende snelheid (mm-rug) v = snysnelheid (m/min) π=3.14 d = deursnee (mm) |
|
● voertempo berekening van die voedingsyfer die voerspoed van die werktafel per minuut kan deur die volgende formule bereken word 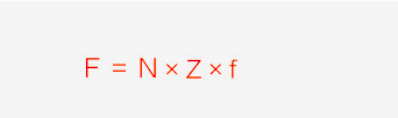 f = voedingsnelheid (mm/min) n = roterende snelheid (mm-1) z = aantal fluit f = voedingsnelheid van die fluit (mm/1flute) |
|
|
● voer vir tande berekening van die voer van teeth die afstand wat 'n punt op die omtrek van die eindfabriekblad per minuut beweeg, kan met behulp van die volgende formule bereken word:  f = voedingsnelheid van die fluit (mm/1flute) f = voedingsnelheid (mm/min) n = roterende snelheid (mm-1) z = aantal fluit |
|
|
● werktyd berekening van die werktyd die tyd wat benodig word om die werkstukmateriaal te sny, kan met behulp van die volgende formule bereken word  tc = werktyd (min) l = totale werklengte (werksmateriaal lengte + diameter van die eindmeule) f = voedingsnelheid (mm/min) |
|
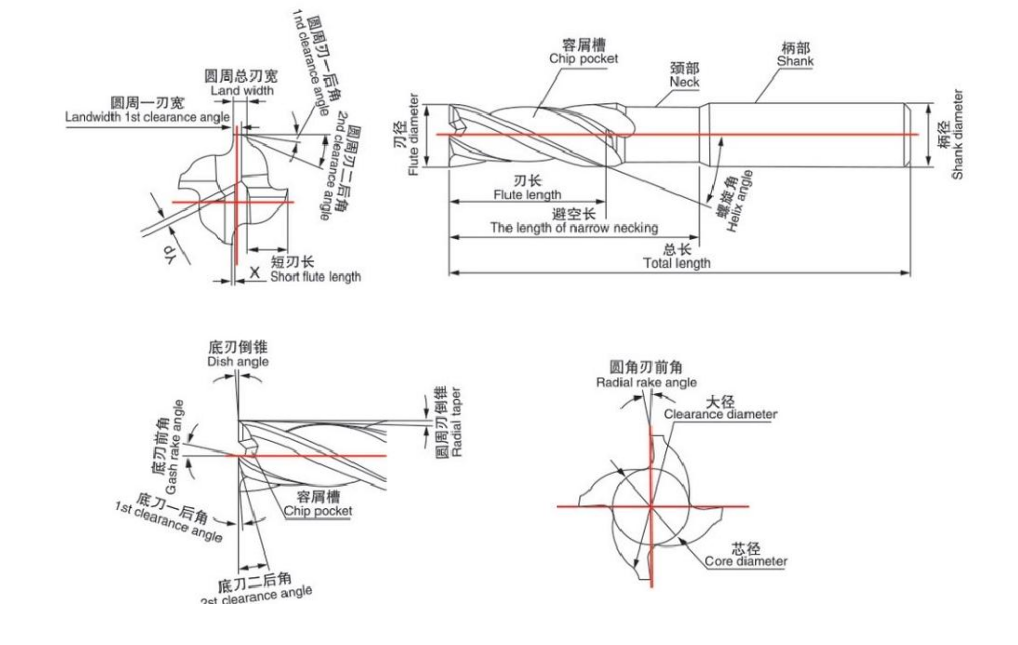
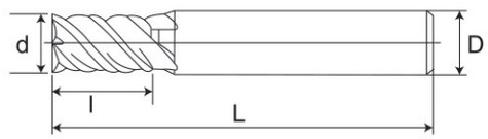
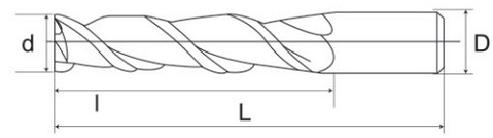
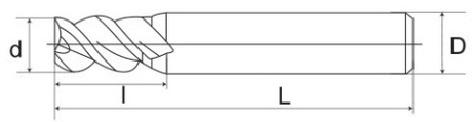
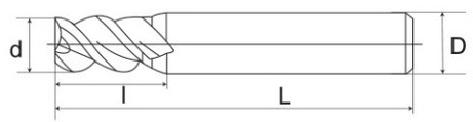
naam van elke deel van die freesnyer
frees cutter series
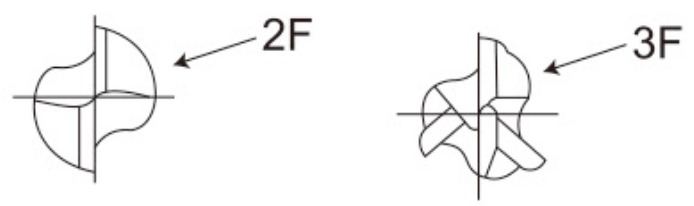
eindmeule tipe eindfabriek vorm

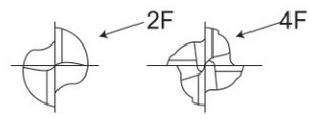
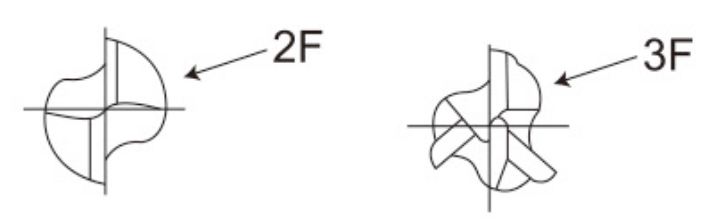
2-flort/4-flute eindfabrieke
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 korrelgrootte = 0,6μm

|
d |
ek |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-flort/4-flort uitgebreide eindfabriek
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 korrelgrootte = 0,6 μm
|
d |
ek |
l |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ spesiale aandag :
1. hierdie tabel is die standaardwaarde vir syfrees. as die werktuig groef, moet die snelheid 60% ~ 80% van die onderstaande tabel wees, en die voedingspoed moet 50% ~ 70% wees as die standaardwaarde.
2. gebruik asseblief hoë-presisie-masjiengereedskap en gereedskaphouers.
3. gebruik asseblief lugverkoeling of snyvloeistof wat nie maklik rook produseer nie.
4. syfreik word aanbeveel vir donsfrees.
5. as die styfheid van die masjiengereedskap en die werkstuk swak is, sal vibrasie en abnormale klank voorkom. op hierdie tydstip moet die snelheid en die snelheid van die onderstaande tabel jaar vir jaar verminder word.
6. hou die werktuig oorhang so kort as moontlik sonder inmenging.
sny toestande
|
2 fluit |
|||||||||||||||
|
verwerkte materiale |
gietyster smeebare yster |
koolstofstaal \ legering staal |
koolstofstaal \ legering staal ~ 30hrc |
phs \ qt steel ~ 40hrc |
vlekvrye staal |
phs \ qt steel ~ 50hrc |
|||||||||
|
dia (mm) |
rpm (min-) |
voer (mm/min) |
rpm (min-¹) |
voeding (mm/min) |
rpm (min-) |
voeding (mm/min) |
rpm (min-¹) |
voeding (mm/min) |
rpm (min-rug) |
voer (mm/min) |
rpm (min-¹) |
voeding (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 fluit |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
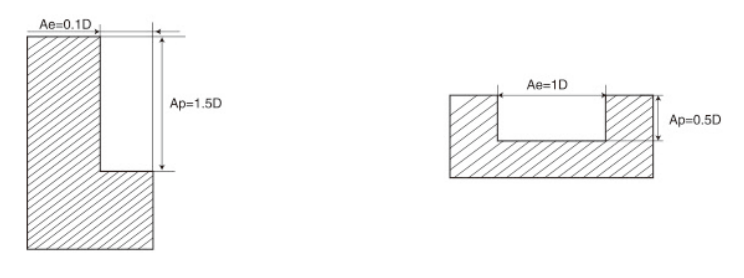
maksimum snydiepte |
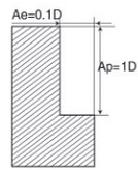 ae = 0.1d ap = 1d |
ae = 0,05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
2-flort/3-flute eindfabriek vir aluminiumlegering
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5graangrootte = 0,6 μm

|
d |
ek |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-flort/3-flort aluminiumlegering uitgebreide spesiale eindfabriek
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 korrelgrootte = 0,6μm

|
d |
ek |
l |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ spesiale aandag :
1. die volgende tabel toon die standaardwaardes vir syfrees. as die werktuig groef, moet die snelheid 60% ~ 80% van die onderstaande tabel wees, en die voedingspoed moet 50% ~ 70% wees as die standaardwaarde.
2. gebruik asseblief hoë-presisie-masjiengereedskap en gereedskaphouers.
3. gebruik asseblief lugverkoeling of snyvloeistof wat nie maklik rook produseer nie.
4. down milling word aanbeveel vir syfrees.
5. as die styfheid van die masjiengereedskap en die werkstuk swak is, sal vibrasie en abnormale klank voorkom. op hierdie tydstip moet die snelheid en die snelheid in die tabel hieronder jaar-tot-jaar verminder word.
6. hou die werktuig oorhang so kort as moontlik sonder inmenging.
aluminium sny toestande
|
2 -vloot |
||||
|
verwerkte materiale |
aluminiumlegering |
silikon aluminiumlegering si≤10% |
||
|
d (mm) |
rpm (min- ') |
voeding (mm/min) |
rpm (min-¹) |
voeding (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3 -vloot |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
maksimum snyafdeling
|

